![]()

【つぼいの磨き】は
ダイヤモンドペーストを使用して鏡面状態まで磨きあげることができます。

【磨き、削り評価用のサンプルです】
☆ 鏡面磨き部は#10000
それ以外の範囲は、【ソディックMC430L】にて無垢切削、手仕上なしです。
駒材質…スターバックス焼入れ+SPN表面処理(Hrc80以上)
| ミクロンサイズ | メッシュサイズ | 仕上り用途 |
| 0〜1μ | #8000〜15000 | 鏡面 |
| 1〜2μ | #7000 | 鏡面 |
| 1.5〜3μ | #5000 | 超精密 |
| 2〜6μ | #3000 | 超精密 |
| 4〜8μ | #2000 | 精密 |
| 6〜12μ | #1200 | 精密 |
| 8〜15μ | #1000 | 普通 |
| 12〜25μ | #800 | 普通 |
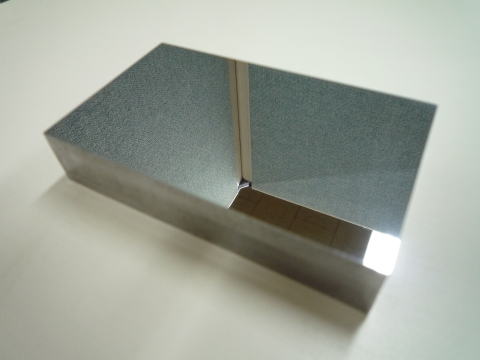 |
通常平面での鏡面仕上げは、「ラッピングマシン」を用いて行いますが、 【つぼいの磨き】では、 手作業でも平面度を保ち磨きあげることができます。 左の写真の説明 ・材質…STAVAX ・大きさ…60mmx100mm ・磨き時間…約15時間 ・最終粒度…#8000以上 (0〜1μ) |
 |
|
 |
|
【つぼいの磨き】では
| 社内設備の3DCAMでのプログラム作成と高速マシニングセンターでの加工とのつながりにより、 より高い磨き精度を導き出すことが可能です。 また、放電加工の後でも、マシニング加工との境目を無くし、 歪むことなく鏡面まで仕上げた実績が多数あります。 |
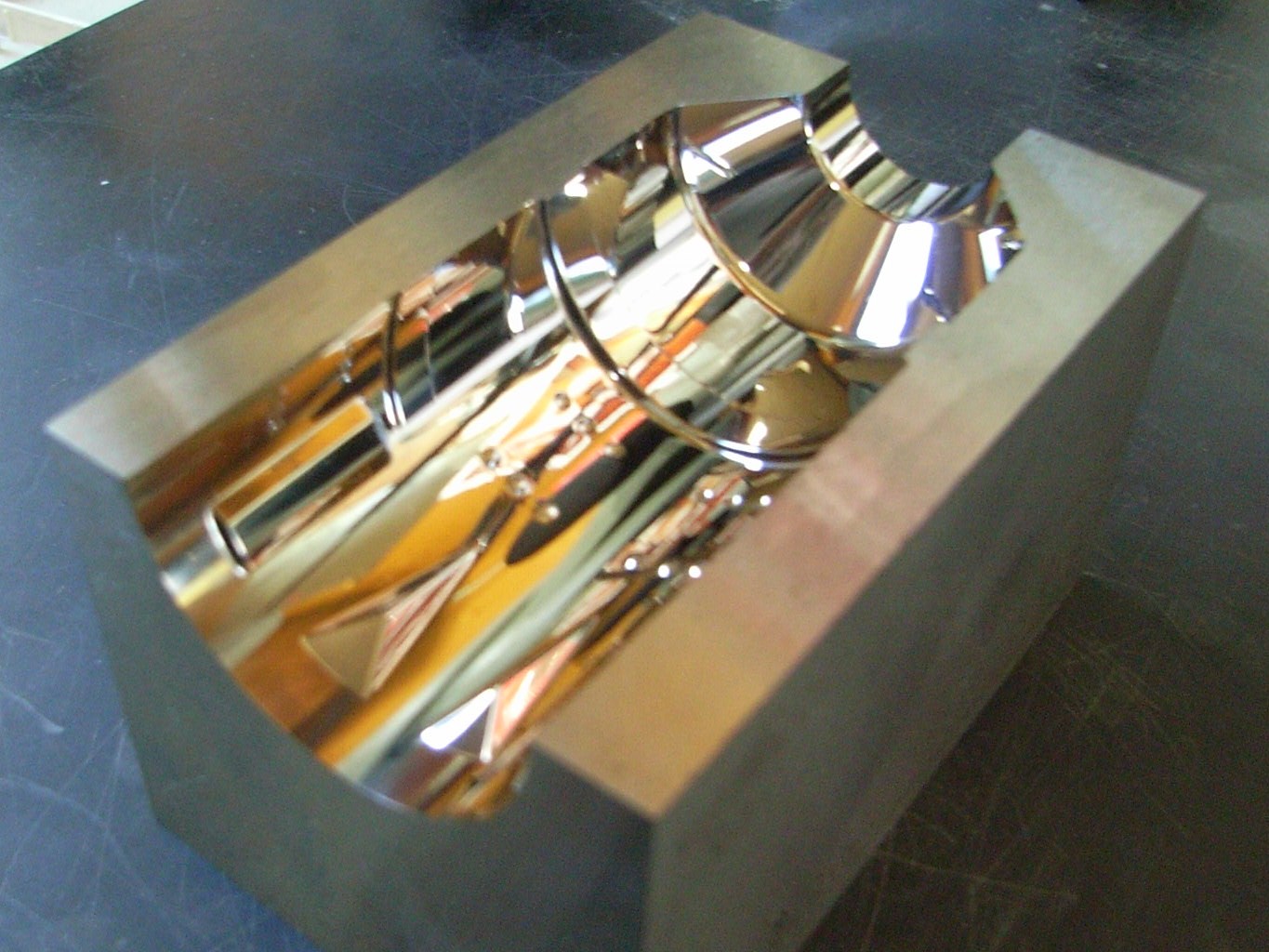 【上の写真の説明】 ・口元約φ30mmの磨き評価用サンプルです。 ・細かい凹凸をつくり、細部まで面を歪めず平滑な仕上がりを実現しています。 ・材質…NAK80 ・大きさ…70×40X40(駒サイズ) ・磨き時間…約40時間 ・最終粒度…#10000(0〜1μ) |
 |
【つぼいの磨き】では 切削形状を崩すことなく、 また、仕上げしろを最小限にとどめ、金型精度をしっかり維持したまま磨くことができます。(0.01mm以内) また、パーティングラインとの境目・及び角を崩すこともありません。 さらに、通常困難な、深さ方向のわずかな立ち上がり壁の狭い範囲も、平面と同等の鏡面を得ることができます。 (実績…0.2mmの立ち上り壁) もちろんその場合でも、パーティングラインはシャープな角を維持します。 |
 |
左の写真の説明 ・材質…STAVAX ・大きさ…18x45mm (駒サイズ) ・磨き時間…約12時間 ・最終粒度…#8000以上 (0〜1μ) |
 |
【つぼいの磨き】では 放電加工後でも鏡面まで仕上げることができます。 左写真の説明 ・材質…NAK80 ・大きさ…45x60mm (駒サイズ) ・磨き時間(1ヶ所鏡面) …約3時間 ・最終粒度…下段詳細 |
 |
|
| 上写真 上段3ヵ所 放電仕上り5〜7μ 下段3ヵ所 左:磨き粒度#10000(ダイヤ) 中:#5000(ダイヤ) 右:#2000(ダイヤ) ※写真をクリックして拡大写真でご確認ください。 |
|
 |
形状の立ち上りの壁(側面)も、底面形状同様に鏡面まで仕上ります。 ※写真をクリックして拡大写真でご確認ください。 |